Dear readers
New Year has come and gone, and like everyone else in Denmark we also have a new year’s resolution in the capsule group: We must build a good and useful full size model of the capsule.

Photo: Martin Hedegaard Pedersen
As with so many other New Years resolutions we started out full steam ahead last weekend. We produced the first pieces of what will become a boiler plate model in steel. You can read more about it in this blog.
The first iteration of the capsule model has two purposes: The first is to experiment with how the astronaut will be positioned in the capsule. Before Christmas we held a meeting in the capsule group. Our own “Space Historian” Carsten Olsen gave us a lecture on the history of astronauts from the earliest space missions (Gemini, Mercury) to the current (Soyuz) and to the future (Blue Origin, Dragon, Space X). We learned how the different missions have solved the challenges of getting an astronaut safely into space and back to earth (or the ocean as it was on US missions).
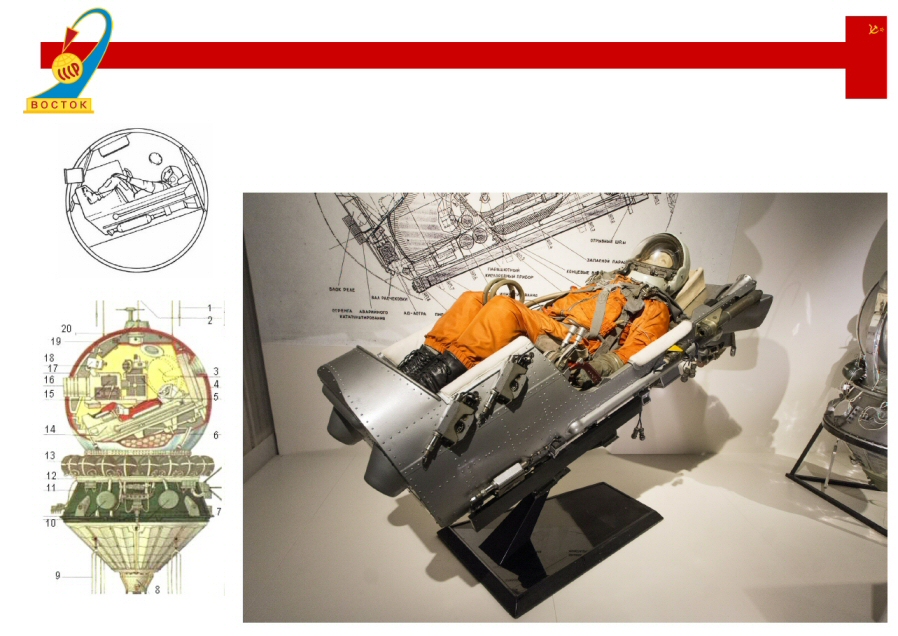
Photo: Carsten Olsen
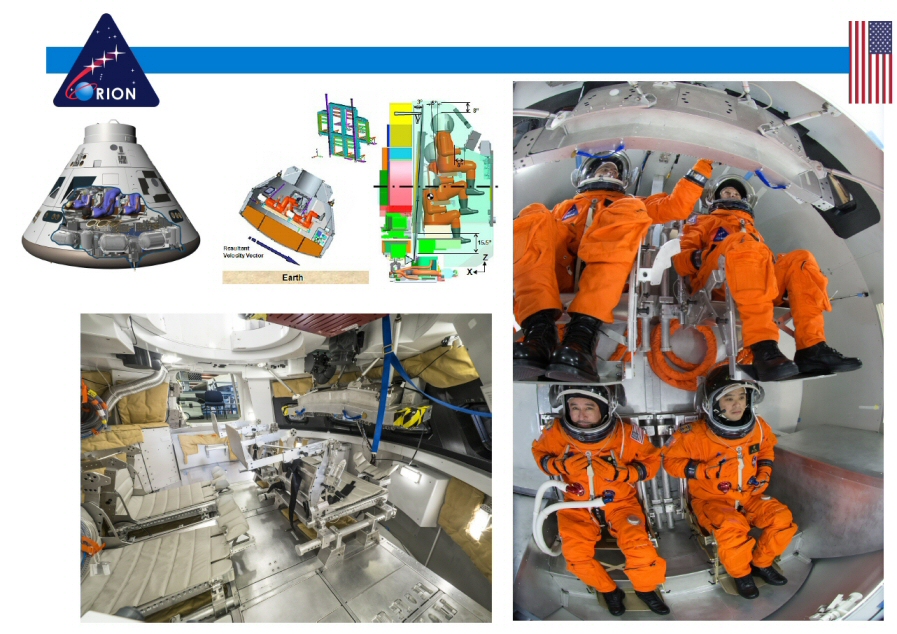
Photo: NASA
Once we’ve placed the astronaut, we can investigate what will be the best location for the hatch, as well as the location and size of “windows”. This gives us a good starting point for the next iteration, where we will look into the right materials and manufacturing processes.
The other primary purpose is to provide a PR platform, which will give us the opportunity to show the public what we’re working towards. Now that we will have something that is the right size, we might as well paint it and make it look “real”.
In addition to the two primary purposes, there are several other purposes which we will look at if and when they are relevant. It could, for example, be drop tests in water (a bit like we did with Tycho Deep Space), or to test different stabilization systems or something completely else.
Spica (and thus the capsule) will as mentioned in previous blogs, be 955 mm in diameter. When we were to make the cylindrical part of the capsule, we started with a 1500 x 3000 x 2 mm piece of steel plate, which we rolled in our old faithful roller (which happened to be just over 1500 mm wide). It turns out that the circumference of a circle with a diameter of 955 mm is by coincidence 3000 mm. One would almost think that it was on purpose… In fact, it turned out that the plate stretched a little more than 10 mm when it was rolled so the diameter ended up closer to 960 mm, but we thought it was a good first attempt.

Photo: Mads Stenfatt

Photo: Carsten Olsen
A shortcoming of our roller is that it has only three rolls. This means that it can’t make the plate round all the way to the end. There is a piece of approx. 100 mm that remains straight. It gave us some challenges when we formed the plate into a tube. We made a series of point welds down the side which would become the long seam weld. It gave us the possibility to roll a little further towards the edge. We didn’t get it all the way, but we got a tube that is very close to cylindrical.

Photo: Carsten Olsen
To stiffen the tube a bit, we also rolled two rings (from a 15 x 30 x 1.5 mm steel profile) which will be welded into the pipe, and four pieces of the same steel profile are also welded between the two rings. It gives us an inner frame that stabilizes the thin-walled tube.

Photo: Carsten Olsen
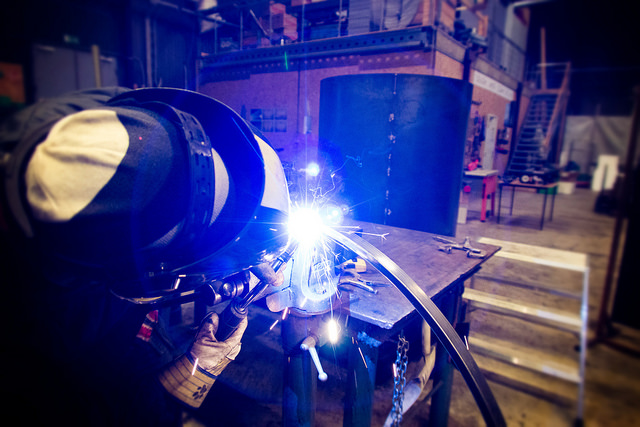
Photo: Carsten Olsen

Photo: Carsten Olsen
At the same time, we welded an end cap to the bottom of the capsule and a flange which can be used to mount a possible deformation zone. We will delay welding the top part on until we’ve made the hole for the hatch. Otherwise it will undeniably be rather difficult to get in and out of the capsule …

Photo: Carsten Olsen
Now we need to build a frame for the capsule to stabilize it when we crawl into it.
Stay tuned.
Ad astra Martin H. Petersen, CS Capsule lead






6 Comments
Comments are closed.