It is about time with an update on the BPM100 engine. Let’s start by looking at the dimensions and engine specifications.
First, as the name indicates it will be a 100 kN engine. But 100 kN is not just 100 kN when it comes to rocket engines. A rocket engine’s power is dependent on the surrounding pressure. The higher we get into the atmosphere and the less the surrounding pressure will be, the thrust of the engine will increase. The amount of additional thrust depends entirely on how the engine’s nozzle is dimensioned and can be easily calculated. Below we have an illustration of a rocket engine and some of the overall parameters we work with as well as the expression for the resulting thrust from the engine.
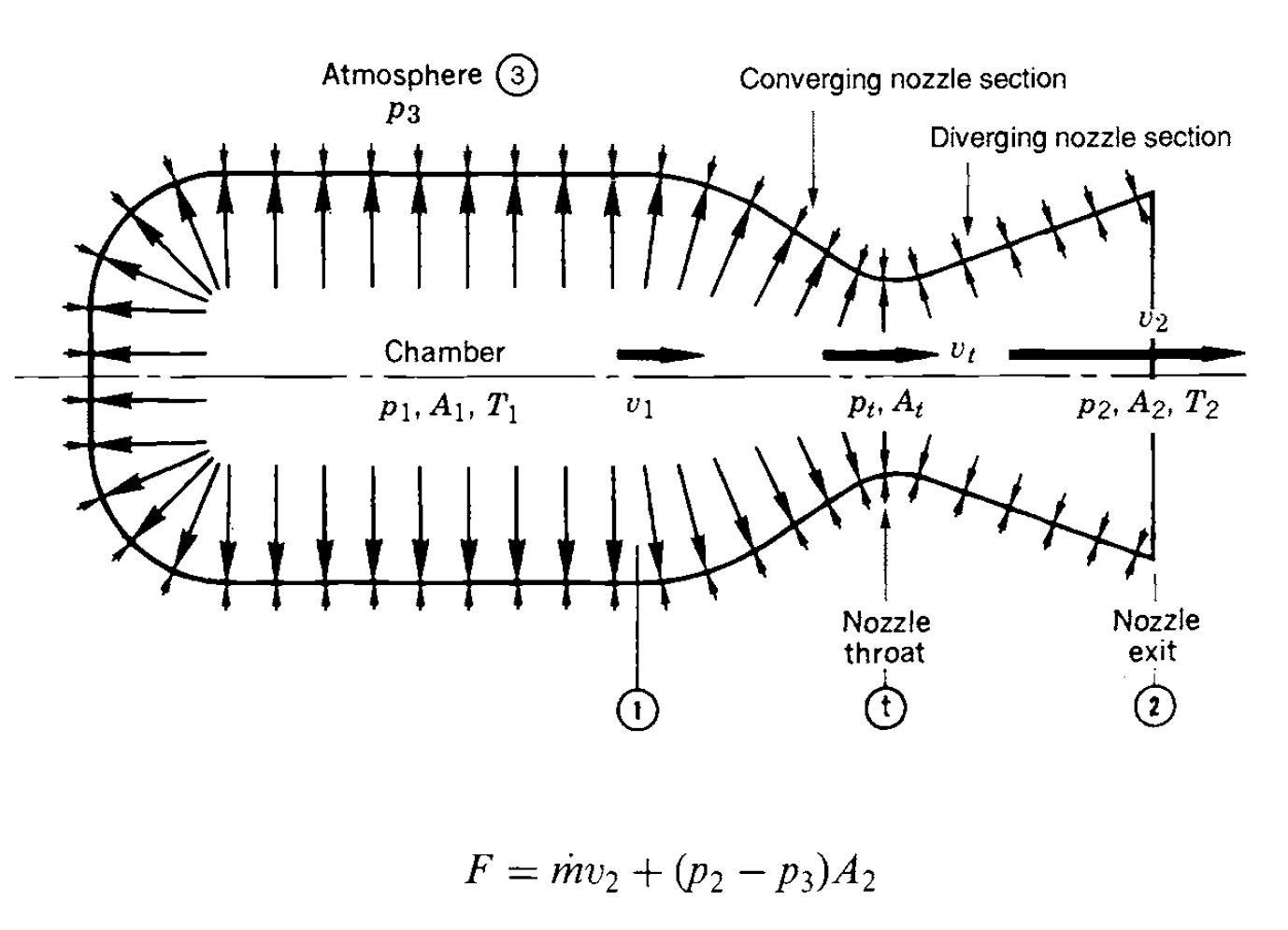
Simplified pressure conditions in a rocket engine. From G.P. Sutton “Rocket Propulsion Elements 7th Ed.”, John Wiley & Sons Inc.
The largest contribution is from the product of mass flow and exhaust gas average velocity. Next, we have a contribution from the product of the exit area and the difference between the surrounding pressure and the pressure in the exit plane. It is clear that the force is greatest when p3 is 0, i.e. in vacuum.
It is also clear, however, that if p2 is less than p3 then we have a negative contribution! Thus, if the nozzle opening is too large, it gives a negative contribution at low altitude until we reach the height to which the nozzle expands. So, there is a small optimization task in tuning the expansion of the nozzle to ensure that we overall get the most of the fuel over the entire flight. I have made a series of simulations, all based on an engine that is constantly burning 45 kg of propellant per second. However, the expansion of the nozzle differs between simulations. The smallest nozzle is optimized for sea level, i.e. with an exit pressure (p2) of 1,013 bar, the next is optimized for 900 mbar, then 800 mbar and so on. Below I have plotted the apogee as a function of the optimum expansion of the nozzle.
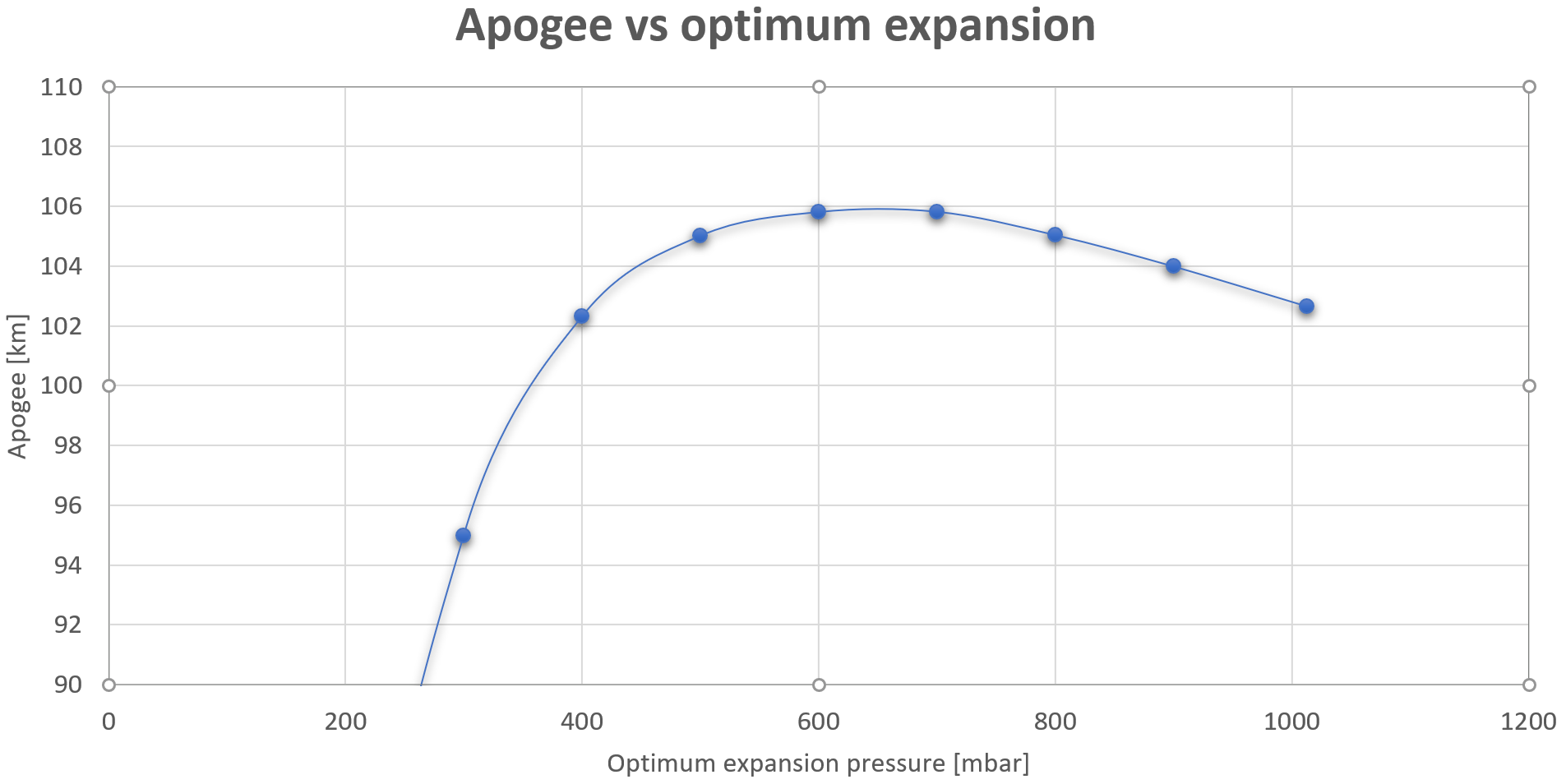
Apogee as a function of the nozzle expansion pressure.
On the left side of the graph, the nozzle is optimized for vacuum, on the right side it is optimized for sea level. As seen, very large nozzles optimized to 300 mbar or less give a significant negative contribution and overall the rocket does not get very high. About 600-700 mbar is optimal for our 100 kN engine. If we get closer to a nozzle optimized for sea level expansion, we do not get enough of the gas expansion in the nozzle. For manufacturing purposes, we will probably opt for an optimal expansion to 700 mbar. It corresponds to the air pressure at approx. 3000 meters altitude. For fun, I have outlined the different nozzles below, so you can see them in relation to each other.
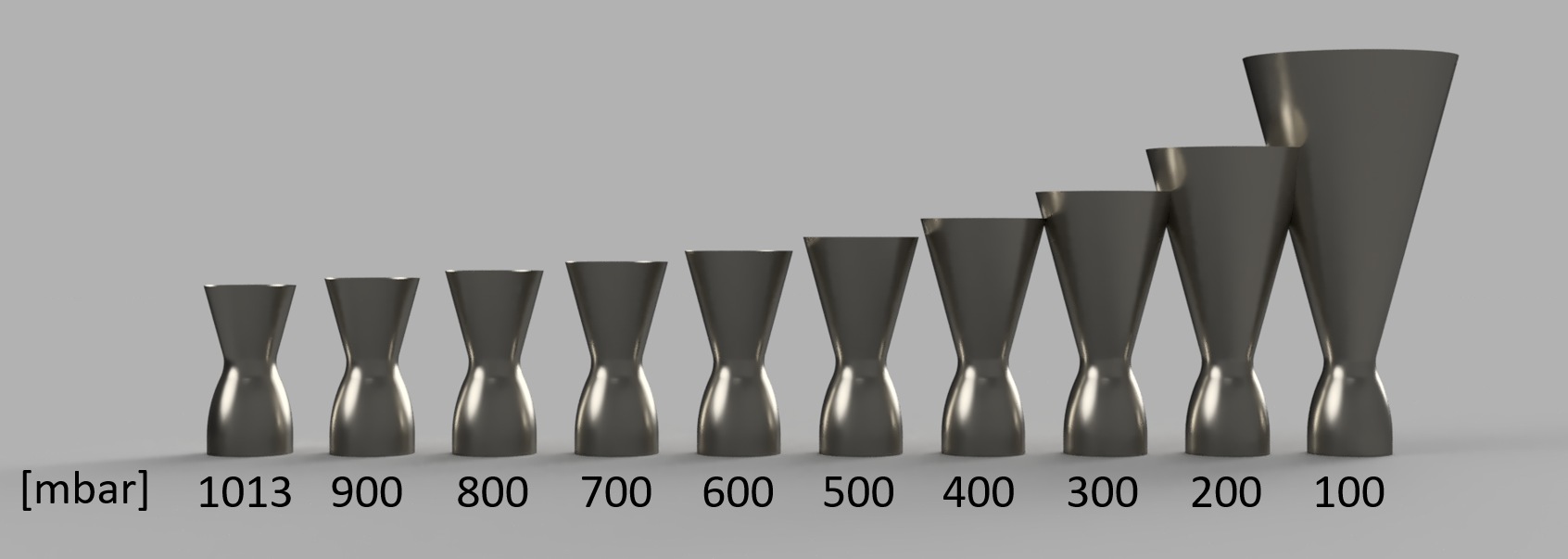
BPM100 nozzles optimized for pressure from 1 atmosphere to 100 mbar.
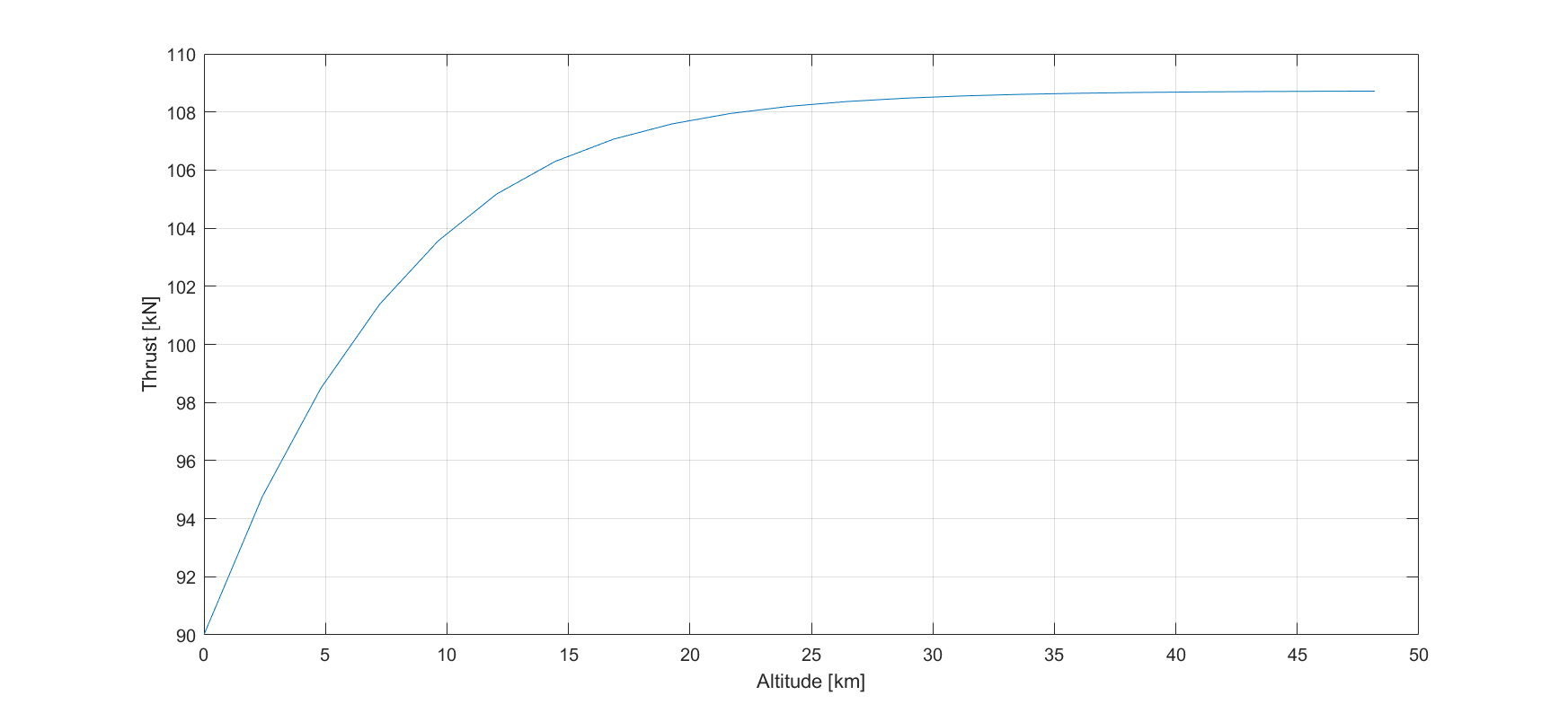
If we expect to achieve 90% of the theoretical performance for LOX and 75% ethanol, and we optimize the nozzle for expansion at 700 mbar, the thrustof the engine as a function of height will look as below. So we start at sea level with about 90 kN. At optimal expansion at an altitude of approx. 3000 meters we reach about 96 kN and shortly before MECO at approx. 32 km we reach about 108 kN. So the engine should probably be called BPM108.
BPM100 is designed as a regeneratively cooled engine like BPM5. However, there are some significant differences. We will try to make the engine in stainless steel this time. It offers less heat conduction compared to mild steel but there are other people out there who build engines in stainless, so we should be able to as well. It spares us the time consuming process of nickel plating the combustion chamber. Something that we will have difficulties to do in this size anyway.
But how big will the engine be? I have made a rough outline of the inner part below. The total length is 900 mm, the throat is 250 mm in diameter. The cylindrical part has a diameter of 420 mm. By comparison, the BPM5 is 100 mm in diameter on the cylindrical part!
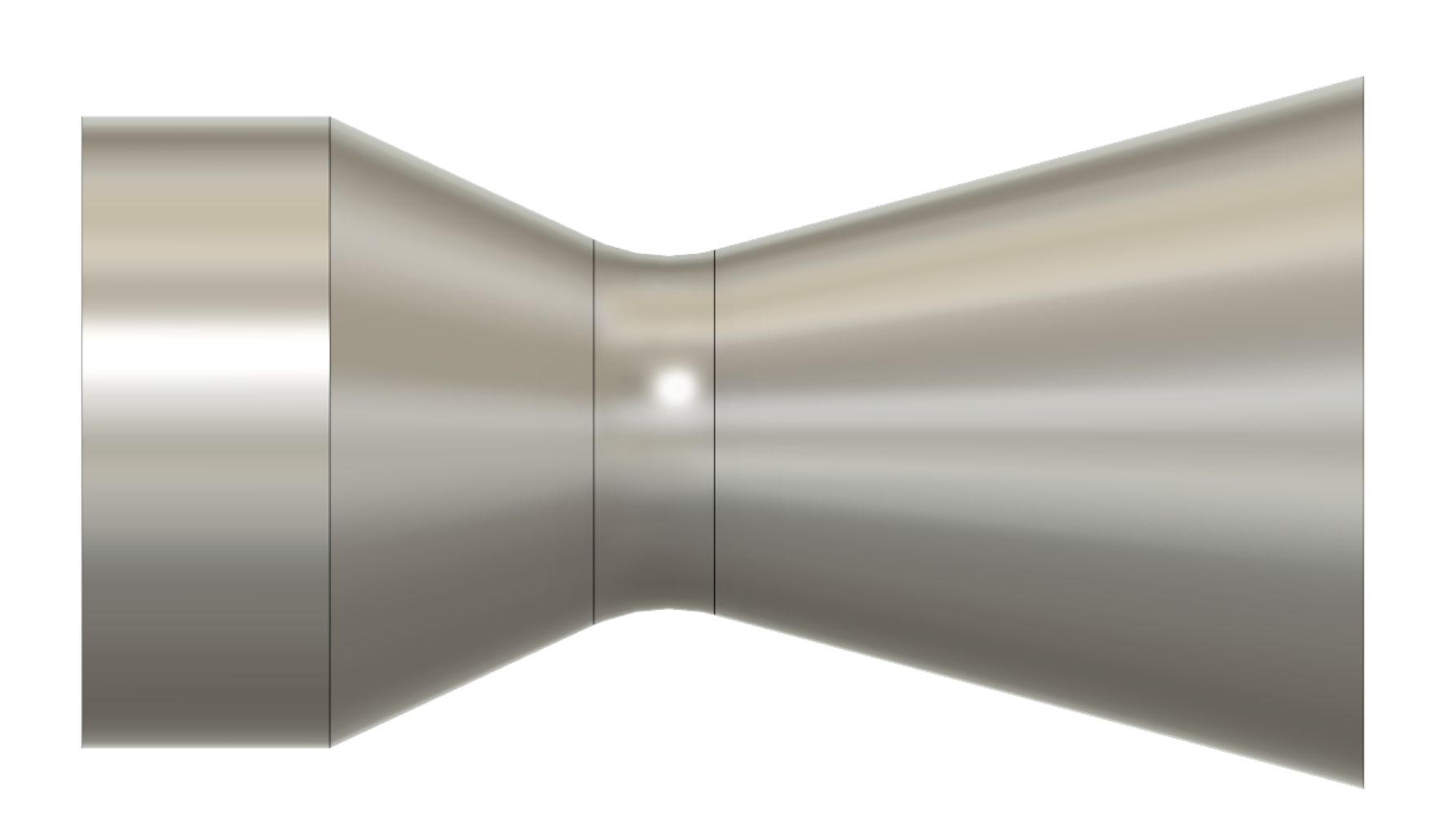
Outline of the inner part of BPM100.
We have tried to make the production a little easier for ourselves by having only one tricky section. The upper part is a simple cylinder, then follows a cone, which passes into a double-curved throat section, which again passes into a cone. The hard part is, of course, the throat section. The rest can hopefully be made in rolled sheets. But the throat, it’s a bit more tricky. Here we have, at least on an experimental basis, tried something new; metal 3D print!
The tricky part of the nozzle (throat) has a height of only 85 mm. It can certainly be printed 3D, the question is primarily if we can find a print service that can make it a price that CS can pay. To find out, I have sent 1/16 of a throat section out to print at a French company a few days ago. As shown below, I have drawn a rudimentary cooling channel between the double walled construction.
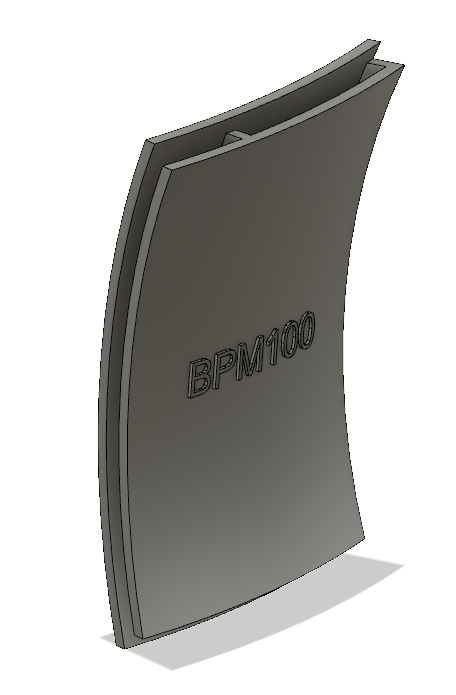
The company is printing in a stainless alloy and it will be very exciting to get it home for inspection. As soon as it arrives in DK, we will first evaluate if it is something we can weld, we need to measure the strength and probably measure the heat conductance. It is all very exciting and we will return with more on this next week once we have it in house!





15 Comments
Garrett Wellborn · 30th December 2018 at 8:20 am
Hello,
My name is Garrett Wellborn and I am the President of the Rocket Club at my High School (Skyline High School, Salt Lake City). I watch your guys’ videos alot. I am working on some projects with rockets right now, and am inspired by the work you do! Good luck to all of your missions in the future!
Garrett Wellborn
Thomas Pedersen · 8th January 2019 at 10:22 pm
Thanks Garrett! And good luck on your project as well!
Richard Nederlander · 6th January 2019 at 6:20 pm
Thank you for this insightful and easy-to-follow post!
Krzysiek · 6th January 2019 at 11:54 pm
Hi!
I am into 3d printing since 2 years and im curious what technolology this French company use for printing with use of stainless steel alloy?
Thomas Pedersen · 8th January 2019 at 10:23 pm
Not sure, it says “binder jetting”. Any idea what that is? The site is Sculpteo.com
Deni Maric · 9th January 2019 at 9:39 pm
You can use this site as the reference for pricing:
https://www.protolabs.co.uk/
Kazeite · 7th January 2019 at 1:32 am
What a curious era we live in, where stuff like rocket engines can be designed and “built” in virtual space, and the real stuff can be 3D printed 🙂
Krzysiek – the metal 3D printing works by selectively melting and fusing metal particles together with frickin’ lasers! 😀
Krzysiek · 7th January 2019 at 4:20 pm
Yea, i know how 3d printing looks in general – but there is a lot of different technologies of printing – binder jetting, electron beam sintering, powder bed fusion, direct laser sintering, selective laser sintering… etc
Stan · 7th January 2019 at 9:20 am
What is your limitation on nickel plating? I saw another CopSub video showing your parts being nickel plated, & the tanks were very small. Are there no electroplating shops close by with large enough tanks? Or are other issues the limiting problem. I know that other liquid rocket engines that nickel plate the liner & jacket will also braze the two together, which takes additional plating steps & special brazing ovens, so there are plenty of other downstream issues. Still, they are known & there may be other places to send parts to services done. Does 3-D printing simplify this & cost less? Also with the lower heat conductivity of stainless, you will have to change the flow velocity ton increase heat transfer to the fuel, & thereby increase your pressure losses in the regenerative cooling loop?
It is really fascinating to follow your progress & see how you solve the problems.
Thomas Pedersen · 8th January 2019 at 10:28 pm
Hey Stan,
The baths we have access to are too small for BPM100. For BPM5 they worked fine. We have recently sort of gotten access to a much bigger nickel plating bath. We have not tried it out yet, but it re-opens the possibility of making the engine in mild steel rather than stainless and then nickel plate the parts. Just like BPM5. So we are still considering that path.
Rick Podgorski · 8th January 2019 at 11:48 pm
The last TM65 test that was performed seemed to illustrate that this design fabricated from sheet metal may be more vulnerable to weak spots in either the welding or thickness of the metal. It would be interesting if CS could develop a tubular combustion chamber/nozzle design even though there would be an incredible amount more welding involved.
Ademola Ajani · 9th January 2019 at 1:02 am
This a high innovation that demands individual serious commitment and total
engagement. During this era of hi-tec
modality and mobility of world space
technology. Best regards to you all and
more expectations are looking forward
especially in the area of space security
ideal technology.
Tank you und Gud vilsigned
Ademola Ajani
Vidar (75) · 9th January 2019 at 11:02 pm
Hmm, I am not experienced with 3D printing but have been doing some research in the past for our company. We are not into metal printing but I knew I had been reading about the binder jetting methode somewhere in the past. I was a bit worried because binder jetting is said to be fast but fragile. The metal is not melted together, more like glued somehow. Cheap but not as solid and strong as laser/melted 3D printing. And for a rocket engine a glued part does not sound right kinda. But again. I know very little about this…
I guess you have been in touch with Universities and such throughout the Rocket building process (?) They often have ways of doing things faster and cheaper for the price of some insight to teach students some crafting. …. I live in Norway and have heard some people talking about additive printing or metal printing at NTNU (Norwegian Tech. university in Trondheim) . I have no contacts there my self but a little google search pointed me to this guy, Professor Knut Sørby which works in the institute for machinery and production tech. or something (Don’t know how to translate that properly 🙂 ) . One of his specialties is 3D metal printing (!) , Trondheim also have alot of tech. companies doing 3D printing which I guess is connected to the university somehow so he might point to some manufacturers/resources .. (email.: knut . sorby @ ntnu . no)
Like your project very much. Have an 2/3 bach. degree in electronics for extreme conditions at Narvik/Norway. A study which was established together with Andøya Rocket Range / NAROM. No need to say I find your project very interesting as rocket engine was part of the education back then ( almost 20y ago ). Nice to have some refreshing on the theory. Thank you and good luck. Will continue to follow your project. And if you need a test rabbit for the manned rocket, just call 😉
Jake Moen · 18th January 2019 at 11:22 pm
I’m very impressed by your work and very excited for what you guys are planning. I have just one question however. How do you manufacture your combustion chambers, specifically the BPM5? I looked through some photos but couldn’t find any of the BPM5 combustion chamber being made and I’m very curious to how you do it. Good luck in the future!
Chuck Schloss · 21st January 2019 at 4:54 pm
Wondering why you guys are building liquid fueled rocket engines, they are so very much more complex – so very many more problems – than solid fueled engines. Of course, they are much easier to turn off. Perhaps as learning experiences? That would be good! But it’s just got to be very expensive.
I was in this business for a few years in the 1950″s, in guided missile R&D in the US Army at Redstone Arsenal, and am interested in what you all are doing.
Comments are closed.